
Nu är det dags att gjuta om vevstakslagret till Bolinder motorn (B5 M17) som har gått varmt och ödelagt babbitslagret. Det är ganska mycket förarbete som måste utföras innan gjutning kan ske vilket visas på nedanstående bild.
Detaljer för gjutning av vevlager

Anordningen för att montera lagerhalvorna på utfördes i 8 mm plåt med ett vertikalt rör och en distansring påsvetsad. Rörets diameter är anpassat så att det nya babbitslagret får en bearbetningsmån av 4mm (färdig innerdiameter efter svarvning skall vara 56mm). Distansringen är till för att ge en ca 2mm bearbetningsmån så att eventuella föroreninga etc kan tas bort vid den senare bearbetningen. Den övre ringen (med öron) kallas för "sjunkhuvud" och är till för en reserv av den flytande babbitsen under stelningen, (höjden på denna "reserv" anges i litteraturen till 10-20% av lagerskålarnas höjd, vilket verkar vara väl tilltaget!) De två små plåtarna monteras mellan lagerhalvorna och vars enda uppgift är att förhindra att lagerhalvorna gjutes ihop. Jag gjorde plåtarna av 0,5mm plåt vilket var för tunt (besvärligt att jobba med) 1-2mm torde vara en bättre tjocklek. Det är ganska mycket passning av plåtarna eftersom de skall täta väl över hela lagrets längd. Det är viktigt att lagerskålarna monteras ihop med märkningar på samma sida samt att jag använde vevstaksbultarna till hopdragningen (vevstaksbultar har normalt en mycket fin passning i lagerhalvorna vilket bör utnyttjas). Rörhylsorna som synes uppträdda på bultarna är enbart till för att reglera bultlängden.
Lagerhalvorna provmonterade

Före lagerhalvorna kan monteras permanent för gjutning skall den gamla babbitsen värmas ur, lagerytorna förtennas etc.
Förtenning

Den gamla babbitsen måste bort och vilket enklast utföres genom att värma med en gasolbrännare. Om man skall återanvända babbitsen skall man inte värma direkt på utan värma upp hela lagerhalvan från baksidan. När babbitsen är borta skall ytorna rengöras ordentligt, tex genom stålborstning. Därefter stryker man på en speciell lödpasta (i mitt fall Bergsö "Berafix) ´som sedan uppvärmes tills det smälter och blir flytande (temp ca 200-270 grader som återigen utföres från baksidan av skålen) Lödpastan arbetas in med stålborsten medan det är flytande.
Förtennad lagerskål

Gjutning
 Här är gjutningen klar, men innan man kommit så långt skall alla järndetaljer (rör, plåtar, sjunkringar och bottenplatta "svärtas" för att förhindra vidhäftning, detta gjorde jag med en gassvetsbrännare med acetylenöverskott. Därefter monterades lagerskålarna med distansplåtar på fotplåten. babbitsen är som vatten avseende förmågan att läcka genom små springor varför jag tätade från utsidan med vanligt tätningsmedel för avgassystem. Nästa steg var att värma upp babbitsen i en smältdegel till 400-450 grader (när babbitsen har smält (inte före) skall man röra runt ordentligt samt skeda ut alla föroreningar som flutit upp på ytan. Under tiden som babbitsen värmes skall hela "gjutarrangemanget" värmas så att tennet återigen blir flytande (200-270 grader) Temperaturen på "arrangemanget får aldrig underskrida 180 grader. När alla temperaturer är ok ( och att man ser att tennet är flytande) kan gjutningen påbörjas genom att försiktigt hälla den nu flytande babbitsen i lagerhalvorna. Samtidigt som babbitsen hälles i skall man doppa ner en ståltråd (dia 4-5 mm) i smältan och lyfta den upp och ned för att få bort eventuella luftblåsor. (man får känna sig för så att inte ståltråden fastnar). Svalningen skall ske utifrån och in och ske så snabbt som möjligt tills det stelnat (kanske kan man kyla med tryckluft eller något annat, vatten är farligt om det kommer i kontakt med smältan) därefter kan det svalan utan några särskilda åtgärder (jag lät det stelna och svalna utomhus vilket kanske inte är optimalt)
Här är gjutningen klar, men innan man kommit så långt skall alla järndetaljer (rör, plåtar, sjunkringar och bottenplatta "svärtas" för att förhindra vidhäftning, detta gjorde jag med en gassvetsbrännare med acetylenöverskott. Därefter monterades lagerskålarna med distansplåtar på fotplåten. babbitsen är som vatten avseende förmågan att läcka genom små springor varför jag tätade från utsidan med vanligt tätningsmedel för avgassystem. Nästa steg var att värma upp babbitsen i en smältdegel till 400-450 grader (när babbitsen har smält (inte före) skall man röra runt ordentligt samt skeda ut alla föroreningar som flutit upp på ytan. Under tiden som babbitsen värmes skall hela "gjutarrangemanget" värmas så att tennet återigen blir flytande (200-270 grader) Temperaturen på "arrangemanget får aldrig underskrida 180 grader. När alla temperaturer är ok ( och att man ser att tennet är flytande) kan gjutningen påbörjas genom att försiktigt hälla den nu flytande babbitsen i lagerhalvorna. Samtidigt som babbitsen hälles i skall man doppa ner en ståltråd (dia 4-5 mm) i smältan och lyfta den upp och ned för att få bort eventuella luftblåsor. (man får känna sig för så att inte ståltråden fastnar). Svalningen skall ske utifrån och in och ske så snabbt som möjligt tills det stelnat (kanske kan man kyla med tryckluft eller något annat, vatten är farligt om det kommer i kontakt med smältan) därefter kan det svalan utan några särskilda åtgärder (jag lät det stelna och svalna utomhus vilket kanske inte är optimalt)
Gjutningen klar

Gjutningen blev bra och utan synliga "gjutmästarbostäder". Om sådan finns så kommer de fram när bearbetningen börjar. Som synes på bilden har sjunkhuvudet varit allt för högt med över 10mm gods som skall bort. För att inte ödsla med den dyra babbitsen så satte jag upp lagret i svarven och stack av överskottet med ett stickstål varefter bitarna kan användas vid ett annat tillfälle.
Bearbetningen
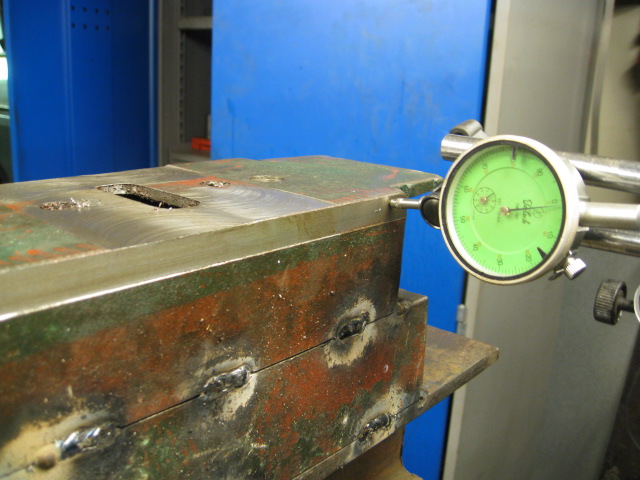
För att lagret efter bearbetning skall vara vinkelrätt mot vevstaken planfrästes en U-balk samt försågs med ett avlångt spår som passar exakt med en styrklack på lagrets ovansida (sidan som ansluter mot vevstaken). U-balken planfrästes även på sidan så att spåret och sidan var exakt vinkelräta mot varandra. Detta för att kunna linjera upp balken igen om den skulle behövas lossas från fräsbordet.
Arborrning
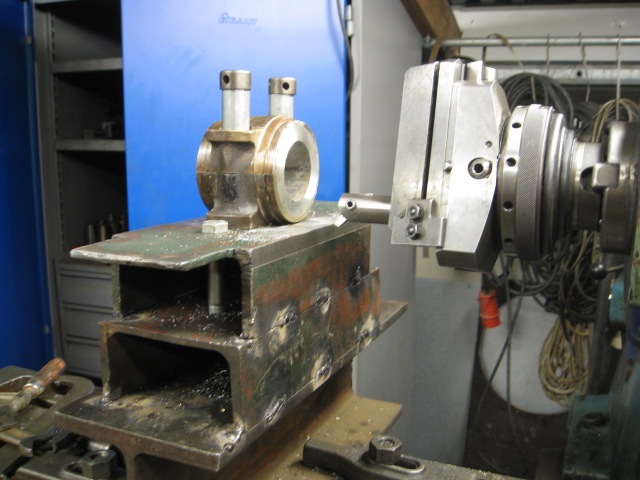
Meningen var att jag skulle kunna utföra all bearbetning på lagret i en uppspänning, men så blev det inte. Balkkonstruktionen var för vek (vibrationer) så att det inte gick att utföra annan bearbetning än hålet, sidorna och ändradierna fick utföras i svarven med hjälp av en fyrbackschuck. Verktyget jag använde var ett ursvarvningshuvud av typ Wohlhaupter.
Färdigt lager

Här har vi det färdiga lagret med ändradier och oljebrunnar. Innerdiametern bearbetades med 1/100 dels undermått (för inskavning) , oljebrunnarnas djup är 0,75mm (1,5mm på diametern) ändradierna är 5,5mm (radien på vevaxeln är ca 5,0 mm) det är viktigt att radien på lagerhalvorna inte är mindre än vevaxeln eftersom de annars kommer att "rida" på kanterna.
Hur som helst nu är det klart och jag tycker själv att det ser bra ut och vi får väl se hur det fungerar under drift. Babbitsen jag använde är från Bergsö och heter Freja 1A Extra och innehåller 80%Tenn, 7% Koppar och 13 % Antimon. Lödpastan heter Berafix.
Ovanstående är en beskrivning av hur jag gjort utan att hävda att detta förfaringsätt är det absolut rätta, därför bör andra som ger sig i kast med att gjuta kontakta leverantören av Babbitsen för att få deras uppgifter avseende temperaturer etc.