
Drott BR 10 Nr 5213

Typ: BR 10
Tillverkare: Motor A/B Pythagoras, Norrtälje
Tillverkningsnummer: 5213
Tillverkningsår: 1953
Effekt: 10/13 Hk
Varvtal: 800
Varvtalsreglering: Centrifugalregulator
Startsystem: Tändkula alt Startpatron. Handstart
Framdrivning: Backslag, Fast propeller
Leveransdatum: Den 7 maj 1953, priset var 2350:- kronor.
Motorn inköptes delvis isärplockad men i övrigt komplett (förutom ramlister och en vevhuslucka som
införskaffats senare).Renoveringen har ej påbörjats.
.
Tillverkningsskylten
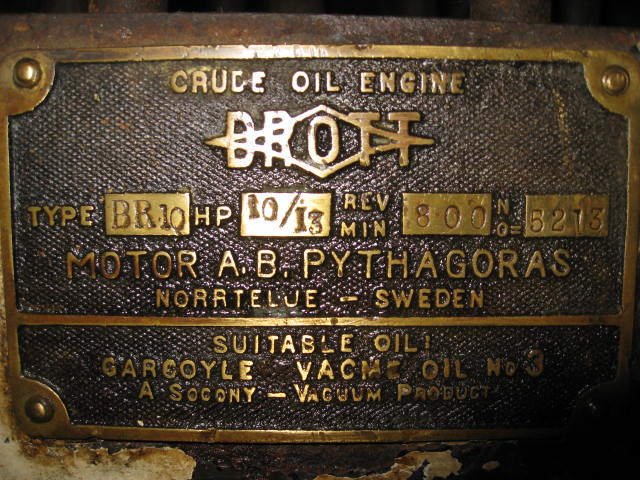
Motorn är försedd med en sådan här fin motorskylt, en fröjd för motorentusiaster.
.
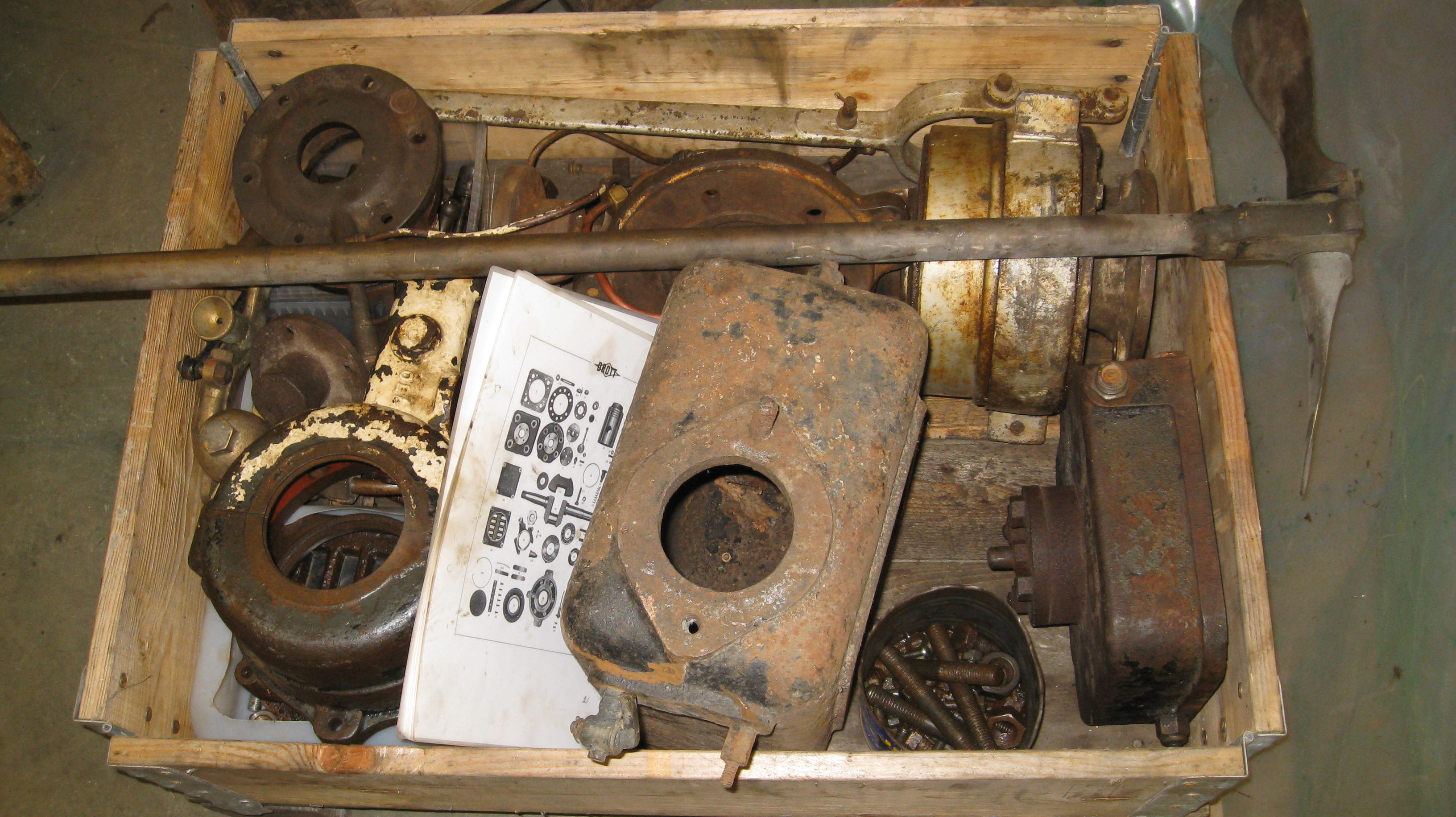
En låda med delar som till slut skall bli en fungerande motor
.
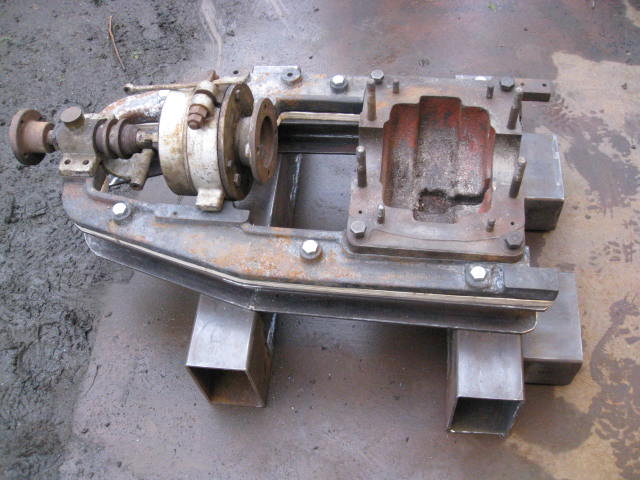
Motorbädd under tillverkning
.
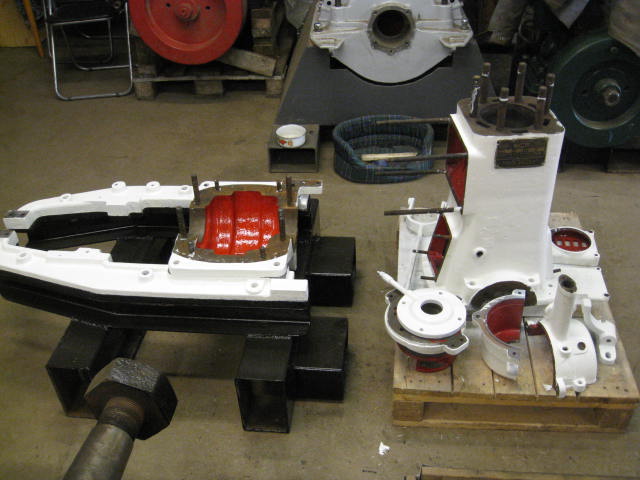
Motorbädden klar

.
Jag börjar nästan alltid en renovering med att tillverka en ordentlig motorbädd och av tre skäl, motorn skall enkelt kunna flyttas under renoveringen (med pallyftare), ihopsättningen kan ske direkt på motorbädden samt sist men inte minst att hela "paketet" skall se presentabelt ut om man vill visa upp motorn.
En viktig sak som inte visas på bilderna är att det skall ligga 20mm trämellanlägg mellan motor och fundament och vars uppgift är att ta upp ojämnheter i ramlister och fundament samt i viss mån dämpa vibrationer.
.
Honad cylinder

.
Cylindern är i mycket fint skick med i stort sett "rostfria" kylkanaler och litet invändigt slitage. (0,04mm). Honingen utfördes för att få en bättre yta på cylinderväggarna, (det skall synas ett tydligt kryssmönster när det är ok) vilket medför bättre smörjning och tätning för kolvringarna. Orundheten mättes före honing. Även om jag inte mätt efteråt så är orundheten med säkerhet mindre nu. Eftersom jag inte tänkt att montera nya kolvringar, kan det bli lite dålig kompression till att börja med men den blir bättre allteftersom motorn körs.
.
Rensmutter på topplocksbulten.

Samtliga gängångar skall renas så att muttrar etc går lätt, och i full längd för att säkerställa att man får rätt åtdragningsmoment. Genom att göra alla delar helt klara för montering före ytbehandlingen så minskar man hanteringen och får mindre målningsskador.
.
Blästrade delar

Nästa arbete blir att ytbehandla alla delar innan de skall sättas samman. Här är blästringen påbörjad.
.
Maskering före målning

Det är många ytor som inte skall ytbehandlas och som måste maskeras. För att förenkla maskeringen av långa pinnbultar så använder jag papphylsor som tagits från en fyrverkilåda Den röda randen som syns på bilden är ingen skada utan bara röd grundfärg som jag spillt. Nu är det bara sprutmålningen kvar!
.
Nymålade motordelar
Att välja en vit kulör är kanske lite annorlunda men förklaringen är, helt enkelt, att den var vitmålad när den kom i min ägo. Den som målat den tidigare har gjort ett noggrant underarbete för det fanns inga spår av originalfärgen kvar (möjligen finns det färg kvar under tillverkningsskylten). Färgen jag använt är av tvåkomponent typ Temabond 20, halvmatt, med kulören RAL 9010. Invändigt är den målad med international tvåkomponent båtlack.
.
Demontering av ramlager
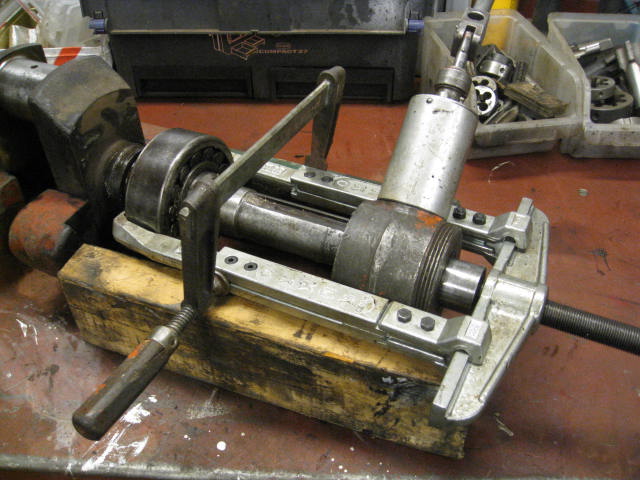
Tyvärr var det aktre ramlagret i så dåligt skick att det måste bytas. En trolig orsak är brist på smörjning, vilket även framgår av det onormalt stora slitage som regulatorviktens lagringspunkt uppvisade. Att ha olika standard på ramlagren är inte så lockande varför jag avser att byta båda. Ovanstående bild visar arrangemanget för att dra av lagren. En "vanlig" kukko avdragare tillsammans med en 30T hydrauldomkraft. Notera skruvtvingen som förhindrar att avdragararmarna glider isär när de belastas.
.
Inskavning av vevstakslagren

När vevaxeln är demonterad så är det ett utmärkt tillfälle att kontrollera vevstakslagret och eventuellt justera anliggningen (inskavning). Ovanstående bild visar en lagerhalva efter skavning. Om man inte har demonterat vevaxeln är det enklast att svarva en "Dummy" axel med exakt samma mått som vevtappen (skall var på 100-delen) och som används som provbit under inskavningen. Innan lagret betraktas som färdigt skall det provmonteras på den riktiga axeln med märkfärg. Därefter kontrolleras det radiella spelet med hjälp av blytråd som lägges in i lagret. När lagerhalvorna dragits ihop plattas blytråden till och tjockleken kan mätas. Jag använder 0,5mm blytråd som köpts i en fisketillbehörsaffär. Axeltappen på denna motor är nominellt 60mm och lagerspelet bör ligga på ca 0,07-0,1mm.
.
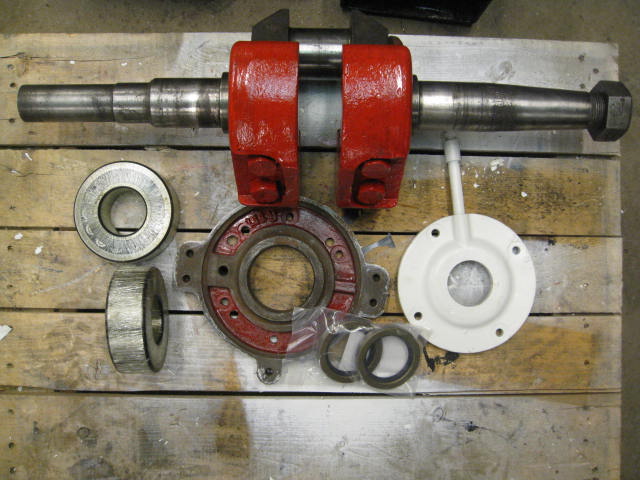
Nya lager och vevhustätningar
.
Vevaxeln monterad i vevhuset
.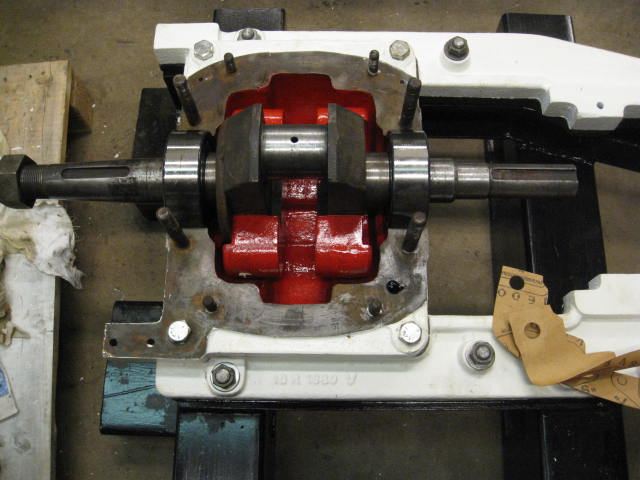
För att montera lagren på axeln utan att behöva använda press, så värmdes de i olja till 120 grader varefter de enkelt kunde träs på axeln. Lagren är SKF sfäriska rullager med nr 22311 måtten är Yd=120, Id=55, B=43
Vevaxeltätningarna är Radialaxeltätning Din 3760 med måtten 80x55x12
.
Demontering av kolvringar.

Kolvringarna var fastbeckade och kolvringspåren behövde rengöras. Ett enkelt sätt att kränga av ringarna utan att bryta sönder dem är att sätta in stålremsor mellan ring och kolv (jag använder bågfilsblad med tandningen bortslipad). Kolvringsslitaget kontrolleras genom att sätta in kolvringarna i cylinderloppet och mäta spelet i delningen. I detta fall var spelet ca 0,7mm vilket är ok.
Om kolven med ringar har förvarats ute och är kalla så bör de värmas lätt med gasol till rumstemp innan man börjar demonteringen. (ringarna blir väldigt spröda vid låga temperaturer) På bilden kan man också se "slicken" vars uppgift är att förse kolvbultslagret med olja.
.
Cylinder, kolv och svänghjul monterad

Monteringen framskrider sakterligen.
.
Vevstakslagret
.
Under hanteringen av vevstakslagret (inskavning, montage etc) är det mycket viktigt att de monteras i enlighet med de märkningar som finns instämplat på lageröverfall och lagerskålar. Vevstaksbultarna skall dras åt ganska hårt samt förses med kontramuttrar och saxpinnar. (hängsle och livrem)
.
Regulatorviktens lagring.
 Regulatorviktens lagringspunkt var mycket sliten (ca 3mm glapp mellan tapp och vikt). Hålet borrades upp i en fräs med en borrande pinnfräs (det är svårt att få rätt centrum i ett snedslitet hål om man borrar med ett vanligt borr. Därefter ipressades en mässingbussning som sedan brotschades upp till att passa den nytillverkade axeltappen. Även pumplyftarens lagring är dålig och kommer att bussas om.
Regulatorviktens lagringspunkt var mycket sliten (ca 3mm glapp mellan tapp och vikt). Hålet borrades upp i en fräs med en borrande pinnfräs (det är svårt att få rätt centrum i ett snedslitet hål om man borrar med ett vanligt borr. Därefter ipressades en mässingbussning som sedan brotschades upp till att passa den nytillverkade axeltappen. Även pumplyftarens lagring är dålig och kommer att bussas om..
Regulatorn.
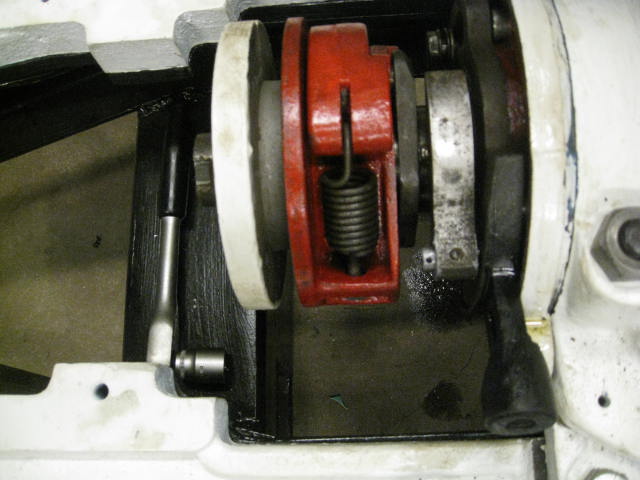
Drott BR 10 motorerna (och mindre modeller) har en speciellt utformad centrifugalregulator, där vikten är lagrad i ena ändan och fjäderbelastad i den andra . Genom att spänna eller slacka på fjädern kan man ställa in motorns maxvarvtal (800). På bilden syns även lyftaren (den blanka delen till höger på bilden) som vilar på vevaxelns excenter. När vevaxeln roterar höjes och sänkes lyftaren som i sin tur påverkar bränslepumpens kolv. Motorns varvtal regleras genom att pumpslagets längd kan ökas eller minskas via ett handtag på regulatorhusets utsida. Även insprutningsvinkeln kan regleras genom ett reglage på regulatorhusets utsida.
.
Vevhusventil.

Motorn får sin förbränningsluft genom en ventil som sitter på sidan av vevhuset. Ventilen fungera så att när kolven har en uppåtgående rörelse (kompressionsslaget) skapas ett undertryck som öppnar bladventilerna och luft suges in i vevhuset, när kolven har sin nedåtgående rörelse (arbetsslaget) stänger ventilerna och luften i vevhuset trycks upp genom en kanal till kompressionsutrymmet. På bilden visas en komplett ventil och vid sidan en bladventil, ett ventilstöd samt hållaren. Motorn har bara en ventillucka, på motsatt sida av vevhuset sitter en blindlucka.
.
Patronstartsanordning och tändkula.

Motorn kan startas antingen med patroner (en papphylsa med brännbart material som brinner med hög temp, som inte skall förväxlas med krutstartspatroner) alternativt med traditionell tändkula. Bilden visar från vänster patronstartsdelarna med tändring och sil, till höger tändkuledelarna med tändkula och tändring. Det är två olika tändringar för patron- resp tändkulestart. Tändkulans tändring har en större innerdiameter än den som skall användas vid patronstart.
.
Motorn börjar bli klar

Nu börjar motordelen bli klar, återstår backslag och lite rördragning
.
Backslagets planetväxel

Planetväxeln har varit väl insmord men behövde en ordentlig rengöring.
.
Backslaget i delar

Som synes består backslaget av många delar .
.
Backslaget monterat till motorn

Ett "nyservat" backslag på plats. Planetväxeln smörjes med en blandning av växelådsolja och fett (50/50)
.
Kylvattenledningar
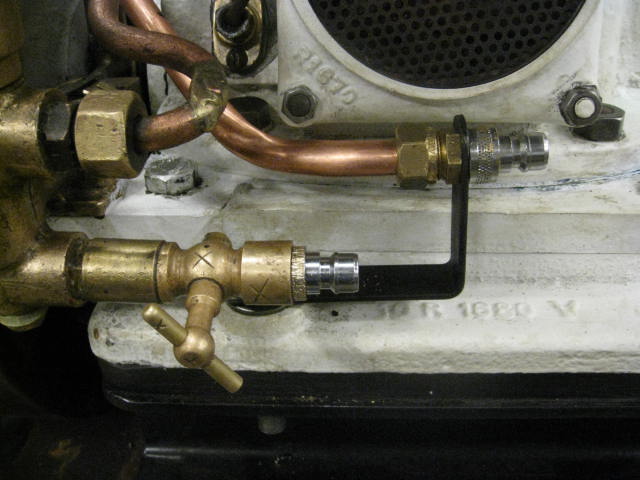
Eftersom jag har flera motorer men bara ett graderverk så förser jag kylvattenledningarna med snabbkopplingar, detta gör det enkelt kan koppla in graderverket när jag provar olika motorer. Kopplingarna är vanliga VVS kopplingar.
.
Bränsletank
.
Om man installerar en fast bränsletank sparas mycket besvär med luftningen av bränslesystemet inför varje start. I detta fall tillverkades tanken av ett "svart" rör som svarvades rent invändigt.
.
Bränsletanken monterad

Det bör sitta ett filter mellan tank och bränslepumpen. I det här fallet har jag monterat en sil i påfyllningröret i avvaktan på att få tag på ett tidsenligt filter. (spaltfilter)
.
Test av "veksmörjning"

Excenterbandet smörjes genom "veksmörjning" vilket jag inte har arbetat med förut. Eftersom den gamla "veken" försvann i hanteringen måste den ersättas med en ny. Vekan skall enligt uppgift jag fått bestå av ofärgat bommullsgarn. Efter att ha konsulterat frun om något sådant fanns i hemmet fick jag i stället förslaget att använda vekmaterial för ljusstöpning. Detta lät ju väldigt bra,men tänkte att det är bäst att göra en vetenskaplig funktionstest först. Utförandet av testet visas på ovanstående bild och resultatet blev godkänt.
.
Excenterbandets smörjkopp

I smörjkoppen ligger "veken" som förser slitbanan med olja
.
En färdigrenoverad motor klar för provkörning.

Då var den klar! Efter två månaders arbete så kunde motorn startas utan problem och med en mycket fin gång. Nu infogas den till min samling och kommer att visas på någon av tändkuleträffarna till sommaren. (eller kanske i någon passande båt, om jag får tag på någon?) Jag har även videofilmat provkörningen men kan inte ladda upp den (troligern för stor fil) så jag får väl göra en kortare version vid något senare tillfälle)
.